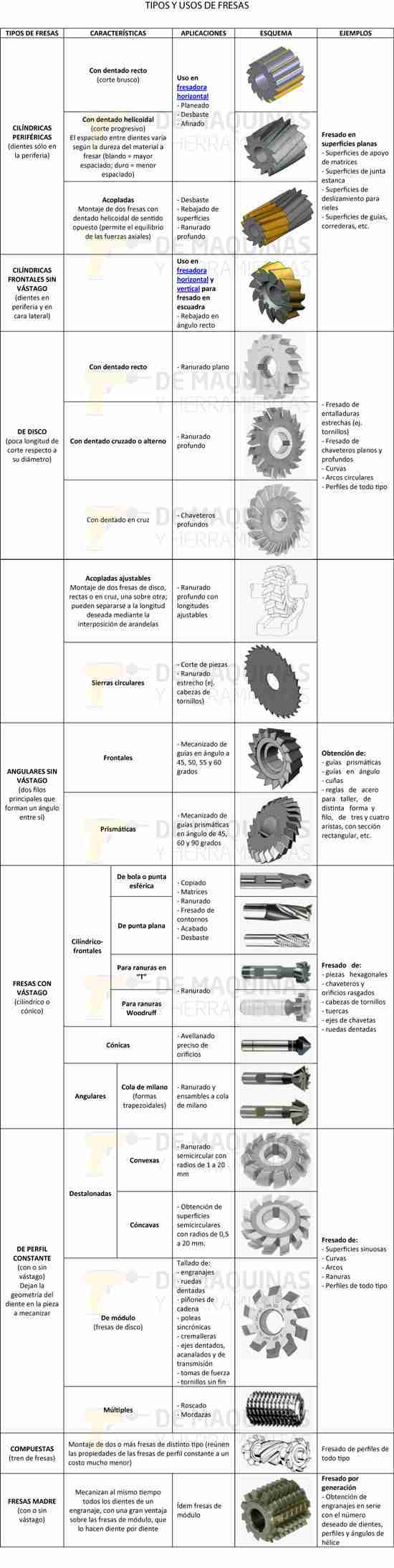
Existe una multitud de fresas, cada una para una operación específica de fresado y para un trabajo determinado. Cubren una diversa gama de materiales, desde metales hasta madera y plásticos, y la mayoría se encuentra disponible para aceros, fundición gris blanca y metales no ferrosos (tipo N), materiales duros y tenaces (tipo H) y materiales blandos (tipo W).
De hecho, la inmensa variedad existente de fresas admite un sinnúmero de clasificaciones. En general, podemos agruparlas en las siguientes categorías:
Por método de fresado:
fresas para fresado frontal
fresas para fresado periférico (concordante o discordante)
Por tipo de construcción:
fresas enterizas
fresas calzadas
fresas con dientes reemplazables
Por tipo de superficie o perfil de incidencia de la fresa:
superficie fresada
superficie escalonada
Por la forma de los canales entre los dientes:
fresas de canales rectos
fresas de canales helicoidales
fresas de canales bi-helicoidales
Por la dirección de corte de las fresas:
Fresas para corte a la derecha
Fresas para corte a la izquierda
Por el montaje o la fijación de las fresas en la fresadora:
fresas frontales
fresas de mandril
fresas de vástago
Por la geometría
La clasificación de las fresas por su geometría es la más extensa y además es común a todas las categorías restantes, por lo que vamos a detenernos con más detalle en este punto.
El diámetro de la fresa (Dc) se mide sobre el punto PK, la intersección del filo principal con la faceta paralela.
Dc es el diámetro que suele aparecer en el código de pedido, a excepción de CoroMill 300, donde se utiliza D3.
El diámetro más importante que se debe considerar es (Dcap), el diámetro eficaz de corte a la profundidad de corte real (ap), se utiliza para calcular la velocidad de corte verdadera (ve).
D3 es el diámetro más grande de la plaquita, para algunas fresas es igual a Dc.
martes, 5 de enero de 2016
FUERZA DE CORTE:
Una de las operaciones iniciales de mecanizado que hay que realizar consiste muchas veces en cortar las piezas a la longitud determinada partiendo de barras y perfiles comerciales de una longitud mayor. Para el corte industrial de piezas se utilizan indistintamente sierras de cinta o fresadoras equipadas con fresas cilíndricas de corte. Lo significativo de las fresas de corte es que pueden ser de acero rápido o de metal duro. Se caracterizan por ser muy delgadas (del orden de 3 mm aunque puede variar), tener un diámetro grande y un dentado muy fino. Se utilizan fresas de disco relativamente poco espesor (de 0,5 a 6 mm) y hasta 300 mm de diámetro con las superficies laterales retranqueadas para evitar el rozamiento de estas con la pieza.
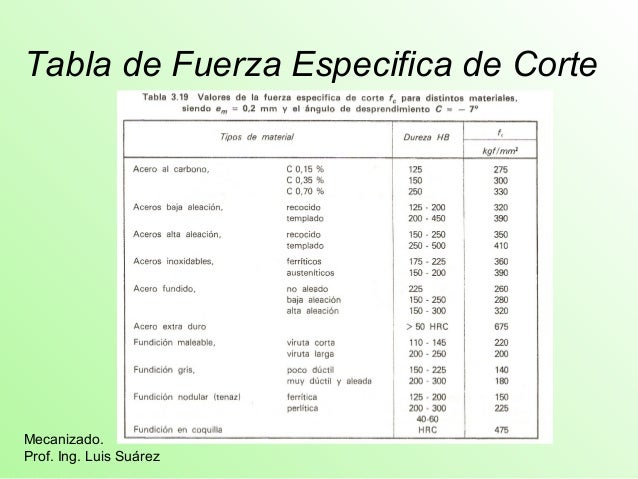
La fuerza de corte es un parámetro a tener en cuenta para evitar roturas y deformaciones en la herramienta y en la pieza y para poder calcular la potencia necesaria para efectuar un determinado mecanizado. Este parámetro está en función del avance de fresado, de la velocidad de corte, de la maquinabilidad del material, de la dureza del material, de las características de la herramienta y del espesor medio de la viruta. Todos estos factores se engloban en un coeficiente denominado fuerza específica de corte (kc), que se expresa en N/mm².
FUERZA DE AVANCE EN EL FRESADO
Fuerza de avance a la velocidad relativa entre herramienta y pieza, sin considerar la velocidad de corte, que corresponde al movimiento de giro de la pieza o de la herramienta. Suele expresarse en mm/min.
El avance por revolución (fn) se puede expresar en milímetros por revolución (mm/rev), de la herramienta en el caso del torneado o de la herramienta en el caso del taladrado o el fresado. El avance por minuto se obtiene de multiplicar el avance por vuelta del husillo por las revoluciones por minuto, de la herramienta o de la pieza.
En el caso de herramientas rotativas, como en el taladrado o en el fresado, el avance por diente (fz) resulta de dividir el avance por revolución entre el número de dientes de la herramienta.
VELOCIDAD DE CORTE
Se define como velocidad de corte a la velocidad linealde la periferia de la fresa u otra herramienta que se utilice en el fresado. La velocidad de corte, que se expresa en metros por minuto (m/min), tiene que ser elegida antes de iniciar el mecanizado y su valor adecuado depende de muchos factores, especialmente de la calidad y tipo de fresa que se utilice, de la dureza y la maquinabilidad que tenga el material que se mecanice y de la velocidad de avance empleada. Las limitaciones principales de la máquina son su gama de velocidades, la potencia de los motores y de la rigidez de la fijación de la pieza y de la herramienta.
Como cada filo de corte de la fresa trabaja intermitentemente sobre la pieza, cortando únicamente durante una fracción de cada revolución de la herramienta, los filos de corte alcanzan temperaturas inferiores a las que se alcanzan en un torno y, en consecuencia, se utilizan velocidades de corte mayores. No obstante, el trabajo de la fresa en conjunto puede no considerarse intermitente, pues siempre hay un filo de corte en fase de trabajo.
A partir de la determinación de la velocidad de corte se puede determinar las revoluciones por minuto que tendrá el husillo portaherramientas según la siguiente fórmula:
Donde Vc es la velocidad de corte, n es la velocidad de rotación de la herramienta y Dc es el diámetro de la herramienta.
La velocidad de corte es el factor principal que determina la duración de la herramienta. Una alta velocidad de corte permite realizar el mecanizado en menos tiempo pero acelera el desgaste de la herramienta. Los fabricantes de herramientas y prontuarios de mecanizado ofrecen datos orientativos sobre la velocidad de corte adecuada de las herramientas para una vida útil o duración determinada de la herramienta, por ejemplo, 15 minutos. En ocasiones, es deseable ajustar la velocidad de corte para una duración diferente de la herramienta y optimizar la productividad, para lo cual, los valores de la velocidad de corte se multiplican por un factor de corrección. La relación entre este factor de corrección y la duración de la herramienta en operación de corte no es lineal.
VELOCIDAD DE AVANCE
La velocidad de avance es decisiva para la formación de viruta, el consumo de potencia, la rugosidad superficial obtenida, las tensiones mecánicas, la temperaturaen la zona de corte y la productividad. Una elevada velocidad de avance da lugar a un buen control de viruta y una mayor duración de la herramienta por unidad de superficie mecanizada, pero también da lugar a una elevada rugosidad superficial y un mayor riesgo de deterioro de la herramienta por roturas o por temperaturas excesivas. En cambio, una velocidad de avance baja da lugar a la formación de virutas más largas que pueden formar bucles y un incremento del tiempo de mecanizado, lo cual hace que la duración de la herramienta por unidad de superficie sea menor y que la producción sea más costosa.
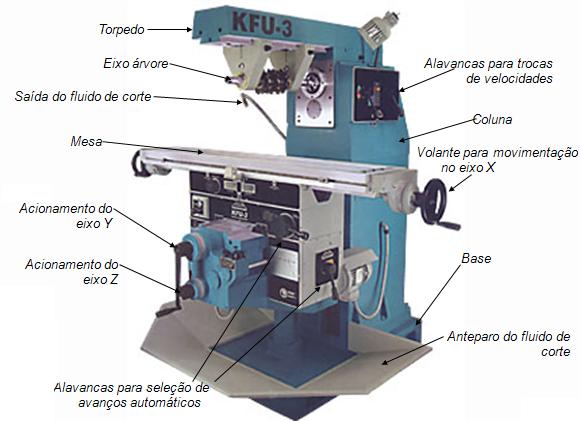
Es una máquina herramienta Para realizar trabajos mecanizados por arranque de virutamediante el movimiento de una herramienta rotativa de varios filos de corte denominada fresa. Mediante el fresado es posible mecanizar los más diversos materiales, como madera, acero, fundición de hierro, metalesno férricos y materiales sintéticos, superficies planas o curvas, de entalladura, de ranuras, de dentado, etc. Además las piezas fresadas pueden ser desbastadas o afinadas. En las fresadoras tradicionales, la pieza se desplaza acercando las zonas a mecanizar a la herramienta, permitiendo obtener formas diversas, desde superficies planas a otras más complejas.


![f \left [ \mathrm {mm \over min} \right ] = f_n \left [ \mathrm {mm \over rev} \right ] \times n \left [ \mathrm {rev \over min} \right ]](https://upload.wikimedia.org/math/b/b/9/bb90b1a7cf6cc9348c0e680dd3f240c6.png)
![f_z \left [ \mathrm {mm \over diente} \right ] = \frac{f_n \left [ \mathrm {mm \over rev} \right ]}{z \left [ \mathrm {diente \over rev} \right ]}](https://upload.wikimedia.org/math/0/e/f/0ef8056ad6c81631345147df9940b543.png)

![V_c \left [ \mathrm {m \over min} \right] = \frac{n\ \mathrm{[min^{-1}]} \times \pi \times \mathrm{D_c [mm]}}{1000 \left [ {\mbox{mm} \over \mbox{m}} \right] }](https://upload.wikimedia.org/math/8/f/f/8ff817fa7654b3e15177a76e3b34dff5.png)